Abbiamo rilevato che il tuo browser supporta un'altra lingua rispetto a quella chiamata. Questa pagina è disponibile anche nella tua lingua! Vuoi passare a questa pagina nella tua lingua?
Molle a tazza
A partire dal 1. Febbraio 2017, le norme DIN sulle molle a tazza (“DIN 2092-Calcolo delle molle a tazza” e “DIN 2093-Requisiti di qualità, dimensioni”) non sono più in vigore.
Per garantire che sul mercato globale siano presenti molle di qualità elevata, queste norme vigenti solo nel territorio tedesco sono state inglobate nelle norme valide a livello europeo
- DIN EN 16983 – Requisiti di qualità, dimensioni
- DIN EN 16984 – Calcolo
Non è stata apportata alcuna modifica contenutistica o tecnica. Ecco la formulazione delle norme DIN EN 16984 e DIN EN 16983:
“Rispetto a DIN 2093:2013-12 sono state apportate le seguenti modifiche:
la norma tedesca DIN 2093:2013-12 è stata inglobata nella norma europea lasciando inalterato il suo contenuto tecnico.”
“Rispetto a DIN 2092:2006-03 e DIN 2092 1:2007-08 sono state apportate le seguenti modifiche:
i documenti sono stati inglobati nella norma europea lasciando inalterato il loro contenuto tecnico.”
Le nuove norme sono valide dal 1. Febbraio 2017.
Suddivisione in gruppi
Le diverse dimensioni con cui vengono prodotte le molle a tazza richiedono differenti metodologie produttive: tranciatura semplice, tranciatura con rielaborazione successiva, rielaborazione di prodotti semifiniti di forgiatura e di anelli laminati che ricevono la loro forma definitiva con processi di molatura o tornitura.
La norma DIN EN 16983 (precedentemente DIN 2093) distingue tre gruppi di metodologie produttive a seconda dello spessore della molla:
Gruppo 1: Spessore della molla t < 1,25 mm
Gruppo 2: Spessore della molla t = 1,25-6 mm
Gruppo 3: Spessore della molla t > 6-14 mm
Processo produttivo
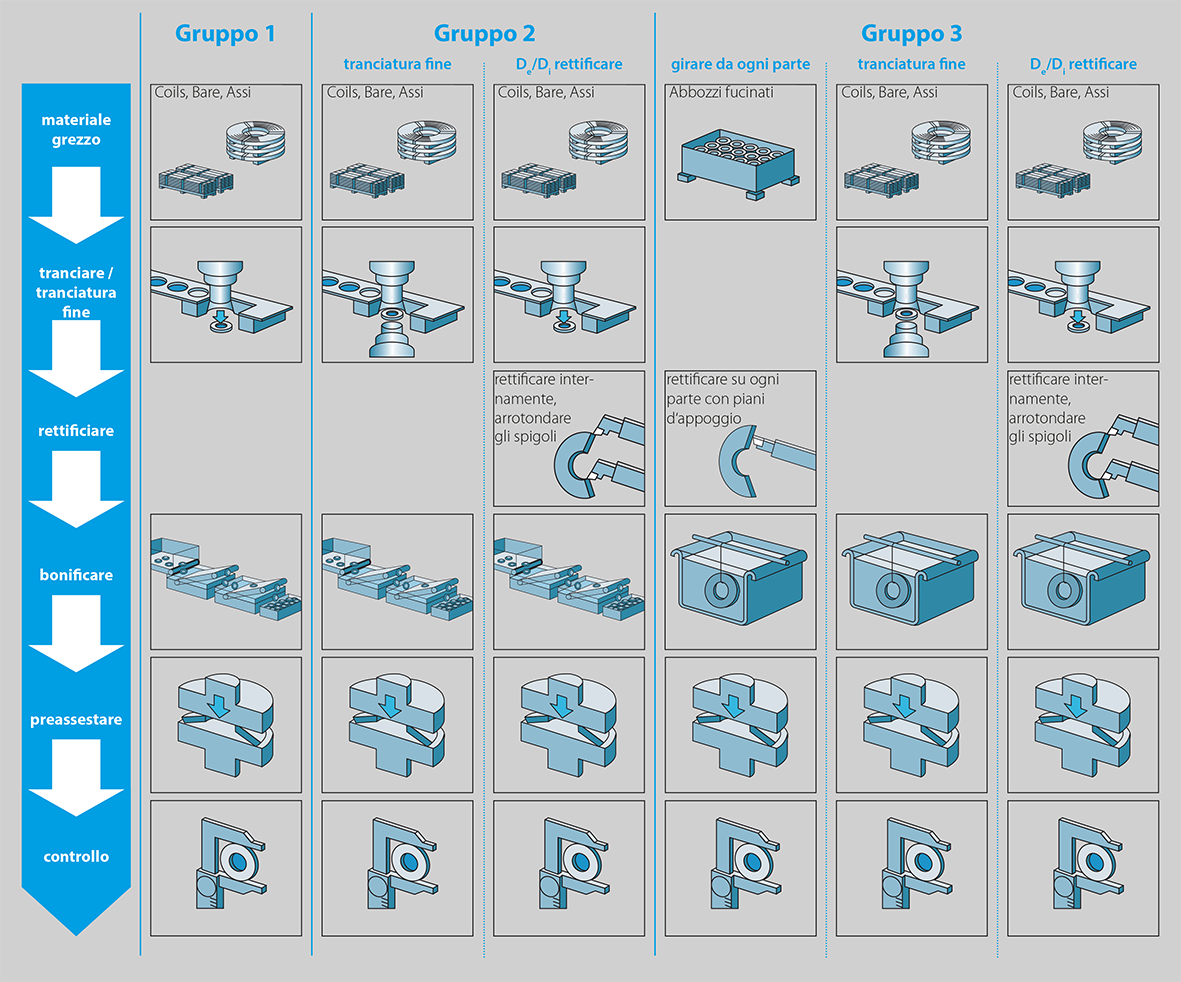
Anche eventuali dimensioni speciali vengono attribuite a uno dei tre gruppi, purché sussista una concreta possibilità di realizzare il pezzo e qualora non sia stata concordata una modalità produttiva diversa. La seguente rappresentazione indica in modo schematico i diversi processi produttivi dei tre gruppi.




vantaggi
Rispetto ad altri tipi di molle, le molle a tazza hanno caratteristiche vantaggiose:
- Assorbimento di forze elevate in presenza di spazi di installazione ridotti.
- Curva caratteristica lineare, digressiva o progressiva.
- Variazione della curva caratteristica o della lunghezza della colonna entro specifiche tolleranze attraverso la combinazione a piacere di singole molle a tazza.
- Lunga durata d’esercizio anche con carico dinamico (a fronte di un dimensionamento corretto).
- Nessun allentamento (rispettando le tensioni consentite).
- Maggiore isolamento (a fronte di una disposizione corretta).
- Trasmissione concentrica della forza elastica grazie alla forma simmetrica di rotazione.
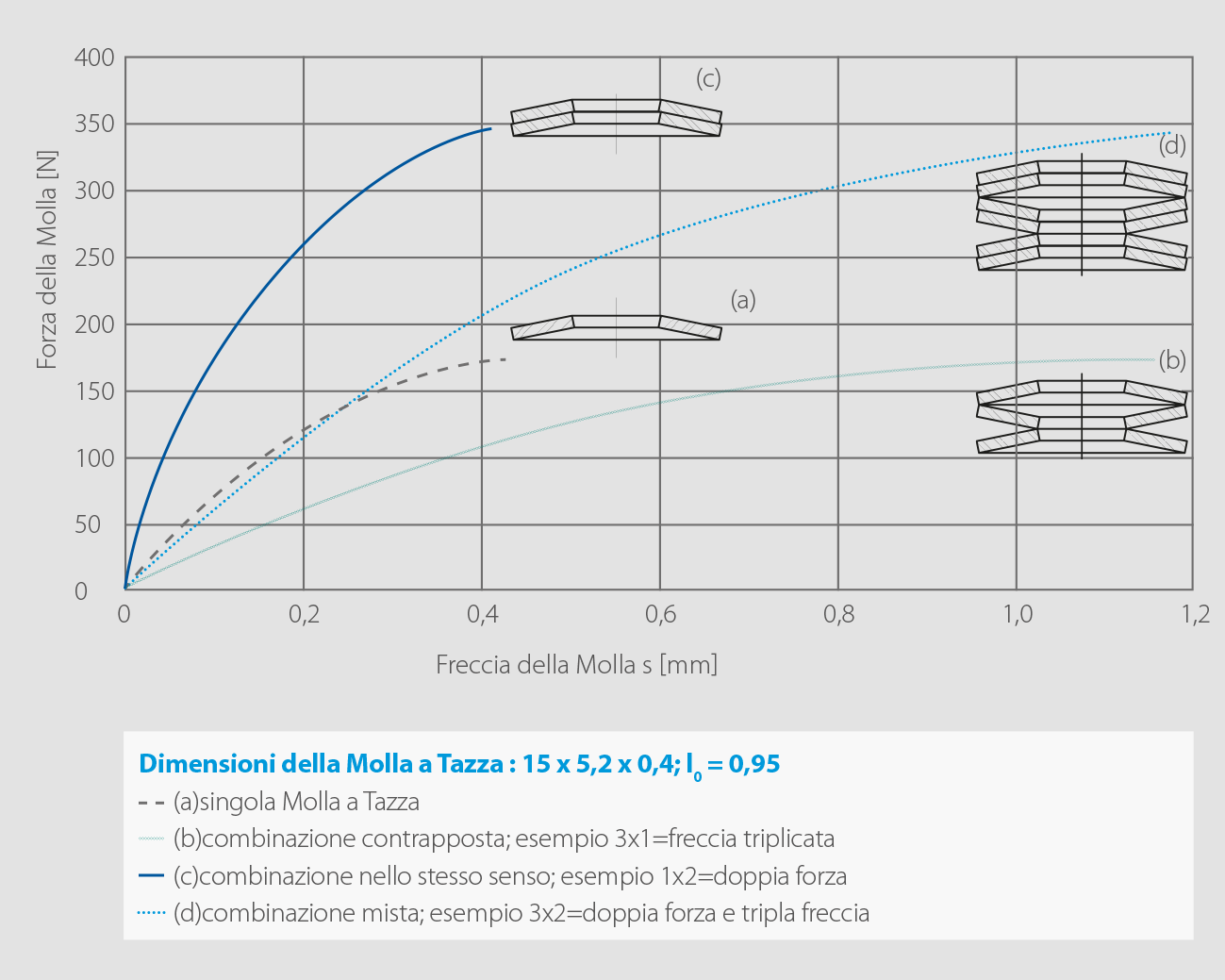
opzioni di compatibilità
La forma conica della molla a tazza rende possibile molte combinazioni. Come risultato, la caratteristica di una combinazione di molle a tazza è che può variare in quasi tutti i modi possibili.
In linea di principio bisogna tener presente ciò che segue:
- In caso di accoppiamento contrapposto delle Molle a Tazza, la freccia si raddoppia mantenendo la forza costante.
- In caso di accoppiamento delle Molle a Tazza nello stesso senso, si raddoppiano le forze con freccia costante.
- Ciò significa che le combinazioni di montaggio rendono possibili la realizzazione di curve dalle differenti caratteristiche.
Se molle a tazza di spessore differente vengono combinate in modo appropriato, è possibile realizzare curve caratteristiche progressive. È anche possibile utilizzare molle a tazza di differente spessore o molle identiche con anelli intermedi di spessore diverso o differenti tipi di configurazione.
Guida delle molle a tazza
Le molle a tazza, specialmente per utilizzo in colonna, necessitano di una guida che ne impedisca lo scivolamento laterale quando sono sottoposte a un carico. Questa guida può essere posizionata sia nel diametro interno che in quello esterno; in genere le guide poste sul diametro interno sono fissate con un perno o con un asse, mentre quelle sul diametro esterno sono fissate con un manicotto, che offre maggiori vantaggi costruttivi ed economici.
Se possibile, le guide e i supporti dovrebbero essere temprati (spessore di tempra di circa 0,8 mm) e avere una durezza minima di 60 HRC. La superficie delle guide dovrebbe essere liscia e per quanto possibile levigata. In presenza di carico statico è possibile inserire anche guide non temprate.
Per maggiori informazioni tecniche sulle molle a tazza vi chiediamo di utilizzare il nostro manuale tecnico.