Nous avons détecté que votre navigateur prend en charge une autre langue que celle appelée. Cette page est également disponible dans votre langue ! Souhaitez-vous passer à cette page dans votre langue ?

Protection de surface
Les rondelles ressorts sont utilisées dans de nombreuses applications où le milieu est corrosifs. Lorsqu'elles sont utilisées dans des zones en plein air, l'acier à ressort est attaqué par la condensation, la pluie, la rivière et l'eau de mer.
D'autres applications peuvent être trouvées dans la construction automobile, l'industrie alimentaire, les appareils ménagers (par exemple machine à laver), construction de ponts, l'industrie aérospatiale, etc.
Aussi les rondelles ressorts peuvent être utilisés dans des milieux agressifs contenant des chlorures, des acides.
Dans ces cas là, les aciers à ressort standards ne fournissent pas une protection suffisante et nous avons besoin d'un traitement de surface spécifique .
Les critères indiqués dans les tableaux suivants sont destinés à vous aider à trouver la protection de surface qui convient le mieux à vos applications.
Brunissement
Le brunissement génère seulement une couche d’oxyde, les ressorts sont ensuite recouverts d’une huile de protection contre la corrosion. La protection contre la corrosion est un peu moins bonne que le phosphatage, raison pour laquelle ce traitement n’est généralement utilisé que là où une couche de phosphate ou l’abrasion de cette dernière s’avère gênante.
Phosphatage
Le phosphatage est généralement utilisé pour des rondelles ressort en acier faiblement allié. Une couche de phosphate de zinc est générée sur la surface. Les rondelles ressort sont ensuite également pourvues d’une couche d’huile de protection contre la corrosion. La protection ainsi obtenue suffit dans la plupart des cas. Surtout dans le cas d’applications à l’intérieur, mais aussi dans le cas de rondelles ressort utilisées à l’air libre qui sont protégées contre les intempéries, une autre protection s’avère souvent inutile.
Procédé galvanique
N’importe quel métal peut être pratiquement utilisé comme revêtement par procédé galvanique. Lors du traitement d’aciers hautement résistants – comme c’est toujours le cas des rondelles ressort et des systèmes de freins-filets dans le cas de procédés importants – on ne peut pas exclure avec certitude le risque d’une fragilisation par l’hydrogène d’après l’état actuel de la technique. Ce risque ne peut pas être totalement exclu, même après un traitement thermique ultérieur. C’est la raison pour laquelle il vaut mieux utiliser des matériaux résistant à la corrosion dans le cas de composants pertinents pour la sécurité.
Galvanisation mécanique
En cas de galvanisation mécanique, également connue sous le nom de "Mechanical Zinc Plating" (placage mécanique de zinc), les pièces à traiter sont placées dans un tambour avec des corps d’impact, p. ex. des perles de verre, et sont amenées à ce qu’on appelle un promoteur, et le métal de recouvrement – de préférence du zinc – soit ajouté sous forme de poudre. Celle-ci se dépose sur la surface et est compactée par le corps d’impact. Il apparaît un revêtement uniforme mat, qui peut être ensuite chromatisé comme un revêtement galvanique. L’épaisseur de couche usuelle est d’au moins 8 μm, mais on peut aller jusqu’à des épaisseurs de 40 μm. Un aspect essentiel de ce procédé est qu’aucune fragilisation par l’hydrogène ne peut apparaître si le procédé est correctement appliqué.
Revêtement de lamelles de zinc
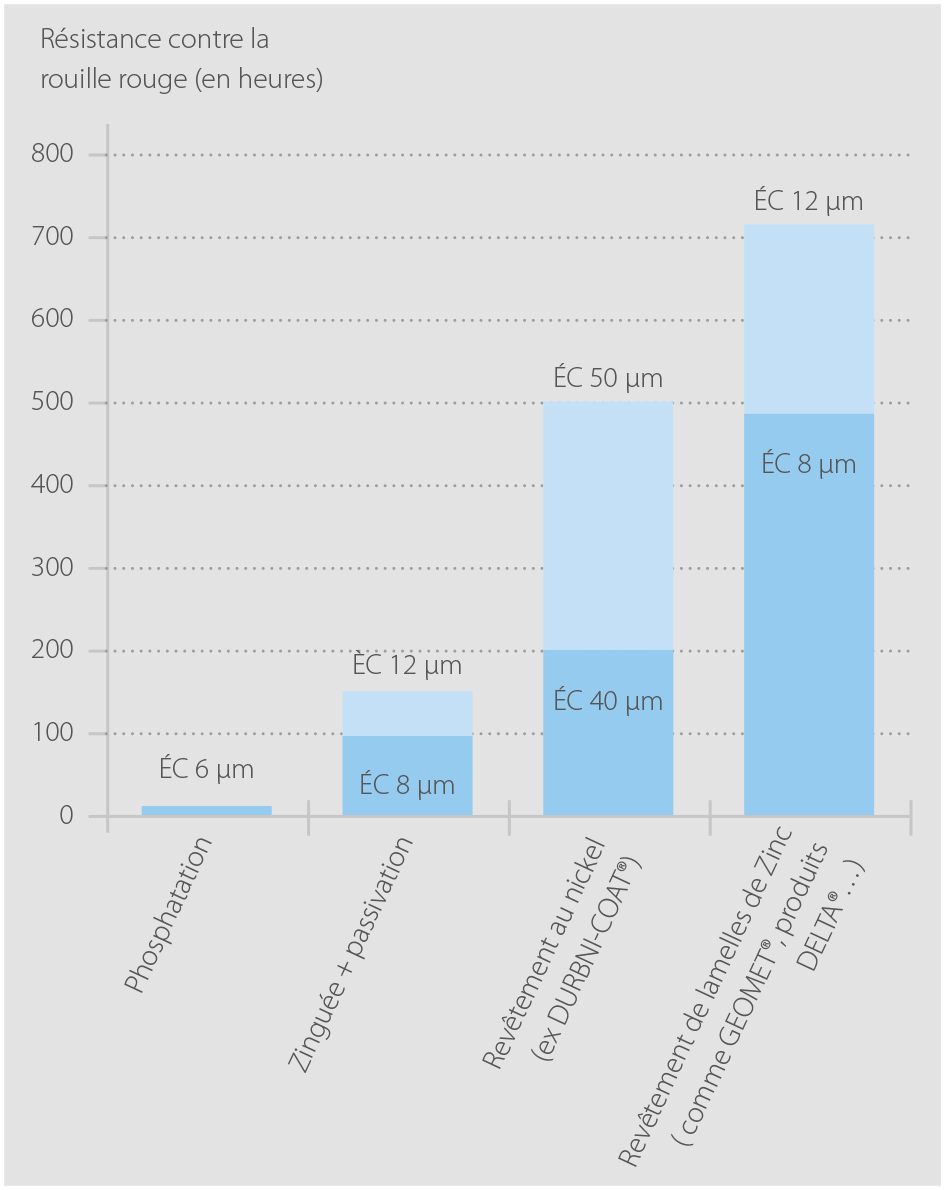
Le revêtement de lamelles de zinc est un revêtement anorganique métallique gris argenté de lamelles de zinc et d’aluminium. Les pièces sont traitées au moyen d'un tambour ou dans un bac et la couche est ensuite cuite. De cette manière, les rondelles ressort pourvues d’un revêtement présentent une très bonne résistance dans le test de brouillard salin (ill. 31). Toute fragilisation par l’hydrogène est complètement exclue dans le cadre de la technique de procédé usuelle.
Nickelage chimique
également connu comme "nickelage sans courant", est un procédé dans le cadre duquel un alliage nickel-phosphore est déposé sur le matériau de base. Il apparaît une couche aux contours précis, dense et dure présentant une excellente résistance à la corrosion et à l’usure. On applique habituellement des épaisseurs de couche de 15 à 30 μm.